LES TECHNIQUES DE TRANSFORMATION DES MATIERES PLASTIQUES
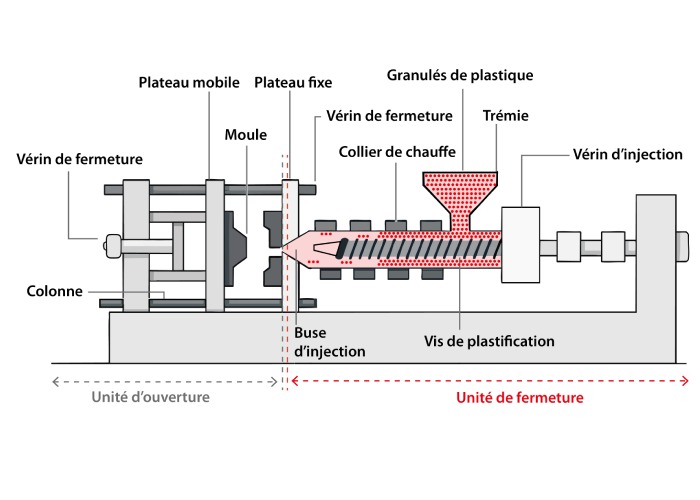
La matière plastique, présentée sous forme de billes est fondu dans un fourreau chauffé électriquement puis injecté sous pression dans un moule fermé qui peut recevoir plusieurs empreintes. Le refroidissement du moule permet la solidification de la pièce qui est ensuite éjectée.
C’est la taille de la pièce, ainsi que son volume qui conditionnent la force de verrouillage nécessaire, donc la taille de la presse. On parle de volume projeté.
Cette technique permet des cadences très élevées et une parfaite répétabilité pour la production de pièces complexes. Et offre un très large panel de matières, parfois très techniques, avec peu de perte car les carottes et les rebuts sont souvent recyclables dans le processus de transformation.
L’inconvénient : le coût assez élevé des outillages et un temps de développement assez long entre la phase de conception, de réalisation du moule et les premiers essais d’injection.
Nous sommes en mesure de fournir un moule dans un délai de 2 à 3 mois selon la provenance.
L’injection limite également la taille des pièces car la taille du moule est proportionnelle. Et le dessin technique de la pièce nécessite de prendre en compte un certain nombre de règles (épaisseurs, dépouilles, longueur…) – voir « les règles de conception d’une pièce injectable ».
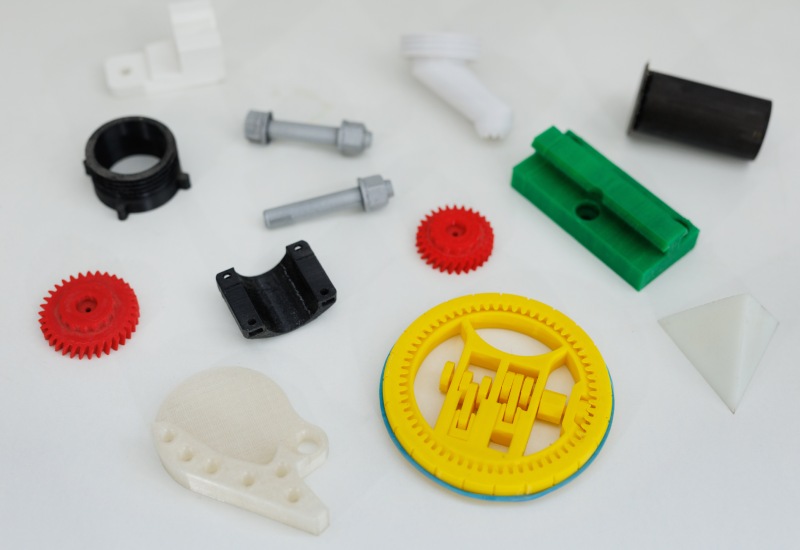
Usages typiques : coques de protection, pièces automobiles, pièces d’assemblage, jouets, accessoires médicaux…
Le polymère fondu est poussé dans une filière à la forme de la pièce : tube, profilé, plaque ou film.
C’est une technique qui permet une production en continue avec un coût d’outillage relativement faible.
Même s’il est possible de réaliser un très grand nombre de formes, la géométrie des pièces est limitée à une section constante (production en continue), avec souvent une opération de reprise (découpe ou soudure).
Le panel de matières transformables est limité.
Usages typiques : Tuyaux, profilés, films, gaines
Une paraison chaude et creuse est extrudée puis soufflée dans un moule.
Cette technique permet la réalisation de corps creux et légers en une seule opération. Avec une cadence de production élevée et un coût d’outillage inférieur, comparé à l’injection.
Mais elle limite le contrôle des épaisseurs et la répétabilité des formes intérieures (corps creux)
Usages typiques : bouteilles, flacons réservoirs…
Technique qui consiste à plaquer sous vide, par pression ou par assistance mécanique, une feuille de thermoplastique préalablement chauffée.
Le coût des moules est assez faible car réalisés en aluminium ou en résine. La conception est assez simple et permettent de réaliser de grandes pièces.
Technologie qui génère plus de pertes de matières (chutes), et qui ne permet pas de maitriser parfaitement les épaisseurs et la répétabilité des pièces (déformations).
Usages typiques : barquettes, blisters, carters de protection…
Le polymère sous forme de poudre est introduit dans un moule fermé, fixé sur un bras tournant sous deux axes dans un four de grande taille.
Technique qui permet de réaliser des pièces creuses de grande taille avec une répartition uniforme des épaisseurs.
Mais avec un cycle de production long, ne permettant pas de réaliser des pièces d’aspect.
Le choix des matériaux est également restreint (surtout du Polyéthylène - PE)
Usages typiques : cuves, mobilier urbain, jeux de plein air…
Les techniques les plus courantes : la dépose couche par couche de filament fondu (FDM), de résine photopolymérisée (SLA/DLP) ou de poudre frittée (SLS).
Méthodes qui offrent une mise en œuvre rapide, y compris sur des géométries complexes car il n’est pas nécessaire de développer un moule.
Mais le temps de cycle est long, avec un coût unitaire élevé pour la production en série.
Les propriétés mécaniques sont souvent inférieures (surtout comparé à l’injection). Et il est souvent nécessaire d’effectuer un post-traitement.
Usages typiques : prototypage, petites séries, pièces sur mesure…
| Technique | Cadence | Coût de l'outillage | Complexité de la pièce | Taille maximum |
|---|---|---|---|---|
| Injection | +++++ | Élevé | Haute | Moyenne |
| Extrusion | Continue | Moyen | Faible (profil constant) | Illimité (longueur) |
| Soufflage | ++++ | Moyen | Moyenne (creux) | Grande |
| Thermoformage | +++ | Faible | Moyenne | Très grande |
| Rotomoulage | + | Faible | Faible | Très grande |
| Impression 3D / fabrication additive | + | Nul | Très haute | Variable |
L’INJECTION PLASTIQUE : METHODE ET AVANTAGES
- Précision et répétabilité : capacité à produire des pièces avec une grande précision dimensionnelle, essentielle dans des secteurs comme l’automobile et l’électronique où les tolérances sont critiques.
- Efficacité de production : production en grande série rapide ; une fois le moule fabriqué, des milliers voire des millions de pièces peuvent être réalisées en peu de temps.
- Flexibilité des matériaux : large choix de plastiques, y compris des matériaux techniques offrant des propriétés spécifiques (résistance thermique, rigidité, flexibilité).
- Réduction des déchets : procédé optimisé où la majorité de la matière est utilisée pour la pièce finale, limitant les pertes.
- Design complexe : possibilité de produire des géométries complexes difficiles, voire impossibles à obtenir avec d’autres procédés.
- Coût efficace à grande échelle : malgré un coût initial d’outillage élevé, le coût unitaire diminue fortement avec l’augmentation des volumes.
L’injection plastique constitue ainsi un excellent compromis pour produire des pièces d’aspect avec une large gamme de matériaux : des pièces à la fois résistantes et légères, avec des délais de production courts.
LA CONCEPTION D’UNE PIÈCE INJECTÉE
L’analyse de ces plans nous permettra d’apporter les éventuelles préconisations :
- Respect des épaisseurs et optimisation des zones afin de favoriser l’éco-conception de la pièce (réduction de la quantité de matière dans le respect des résistances mécaniques attendues).
- Ajout des « dépouilles » (angles de démoulage) afin d’optimiser les paramètres d’injection.
- Détermination des modes d’injection et conseils sur le positionnement des points d’injection afin d’optimiser le remplissage et garantir la bonne conformité de la pièce.
- Limiter les retassures (défauts de régularité).
- Anticipation des défauts de remplissage des empreintes : phénomène de jets libres (défaut de différentiel de pression à l’injection), de recollement de matière, de gauchissement ou de brûlure par exemple.
- Conception mécanique de la pièce afin d’anticiper les contraintes de résistance à l’utilisation.
FONCTIONNEMENT D’UNE PRESSE À INJECTER

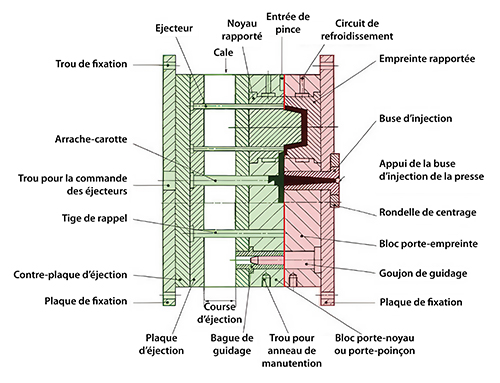
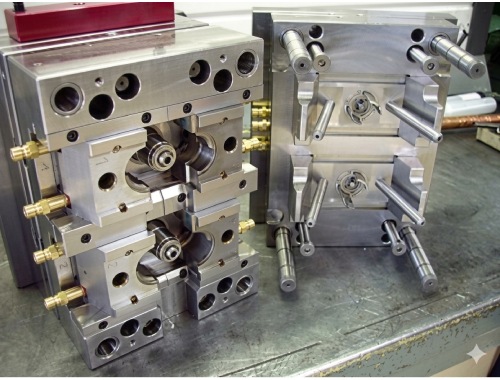
MOULE D’INJECTION PLASTIQUE

PRINCIPES ELEMENTAIRES POUR LA CONCEPTION D’UNE PIÈCE
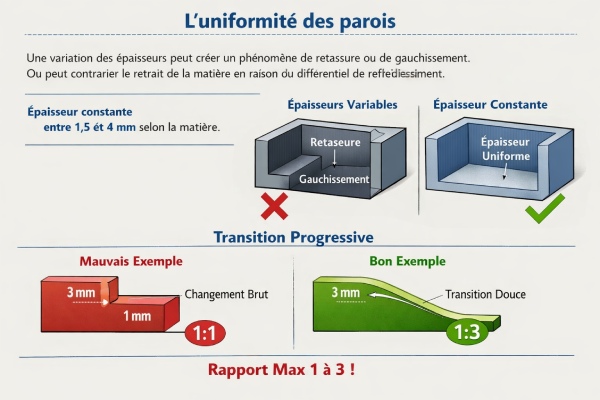
- Une variation d’épaisseur peut entraîner des défauts tels que des retassures ou du gauchissement liés aux différences de refroidissement de la matière.
- Des épaisseurs non uniformes provoquent des retraits différenciés, générant des contraintes internes et des déformations de la pièce.
- Il est recommandé de concevoir des parois avec une épaisseur constante, généralement comprise entre 1,5 et 4 mm selon la matière utilisée.
- En cas de variation d’épaisseur, privilégier une transition progressive afin de limiter les contraintes, avec un rapport maximal de 1 à 3.
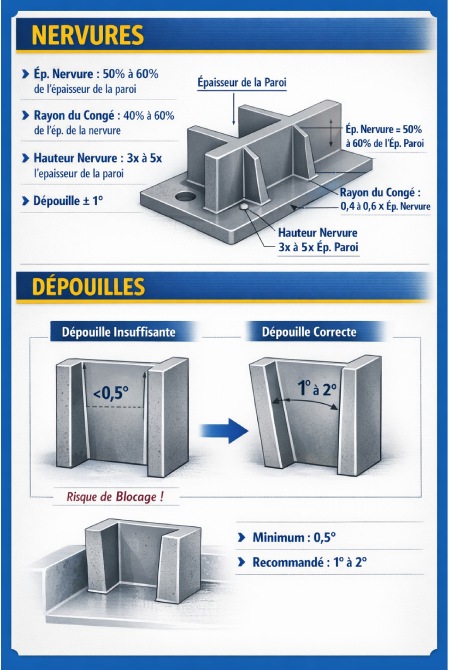
Afin de limiter les épaisseurs, d’alléger une pièce et surtout de la rigidifier, il est préconisé d’ajouter des nervures perpendiculaires en respectant quelques règles :
- Des nervures dont l’épaisseur n’excède pas 50 % à 60 % de la paroi nominale afin d’éviter les retassures. Le rayon de congé doit être compris entre 40 % et 60 % de l’épaisseur des nervures.
- Une hauteur maximale des nervures comprise entre 3 et 5 fois l’épaisseur de la paroi, afin de ne pas contrarier le remplissage de la pièce.
- Ajouter une dépouille d’environ 1° afin de faciliter le démoulage de la pièce.
C’est l’angle d’inclinaison des faces verticales au démoulage, permettant l’éjection de la pièce de son empreinte sans la marquer ou la déformer.
- Elle doit être au minimum de 0,5°.
- Idéalement comprise entre 1° et 2°.
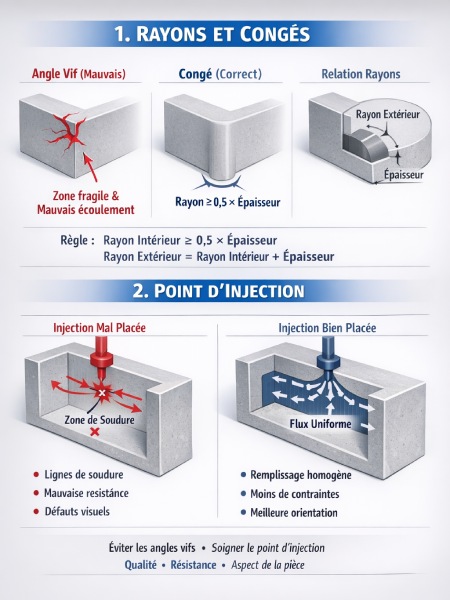
L’angle vif fragilise la pièce et perturbe le flux de la matière lors du remplissage. Il est donc préconisé d’ajouter un rayon intérieur minimum de 0,5 fois l’épaisseur de la paroi.
- Pour les rayons extérieurs, considérer le rayon intérieur plus l’épaisseur de la paroi.
C’est un élément fondamental pour un processus d’injection optimisé. C’est le point d’entrée de la matière afin de remplir l’empreinte. Il conditionne le flux de la matière, la vitesse de remplissage, l’orientation des fibres en cas de matière chargée, ainsi que la formation des lignes de soudure (recollement de la matière) et des retassures.
- Injecter dans les zones les plus épaisses, et idéalement loin des zones fonctionnelles.
- Positionner les points afin que les lignes de soudure soient éloignées des zones de contraintes mécaniques ou des faces visibles.
- Tenir compte du sens de démoulage de la pièce afin de positionner les éjecteurs en conséquence.
- En cas de doute, demander une simulation du processus d’injection avec une étude de rhéologie.
À utiliser lorsque la géométrie de la pièce bloque l’éjection, car une partie de celle-ci est en contre-dépouille, c’est-à-dire qu’elle empêche le démoulage naturel (trou latéral, rainures, etc.).
- Il est alors nécessaire d’ajouter des tiroirs (parties mobiles) pour réaliser la forme, puis les libérer avant l’éjection.
- Cette solution entraîne un impact non négligeable sur le coût de l’outillage et augmente le risque de panne.
Chaque matière a son propre coefficient de retrait. Il est donc fondamental d’en tenir compte au moment de la conception du moule. Ce qui implique également qu’il est souvent très difficile de changer de matière en production.
La norme de tolérance doit également être prise en compte et intégrer les éventuelles retouches lors de la mise au point.
Tableau des retraits par matières
| Matière | Nom courant | Retrait typique (%) | Remarques |
|---|---|---|---|
| ABS | Acrylonitrile Butadiène Styrène | 0,4 – 0,8 % | Relativement stable, bon pour pièces dimensionnelles |
| PP | Polypropylène | 1,0 – 2,5 % | Semi-cristallin → retrait élevé et anisotrope |
| PE-HD | Polyéthylène haute densité | 1,5 – 3,5 % | Fort retrait, dépend fortement de l’épaisseur |
| PEBD | Polyéthylène basse densité | 1,5 – 4,0 % | Encore plus variable que PE-HD |
| PS | Polystyrène | 0,4 – 0,7 % | Faible retrait, bonne stabilité |
| PC | Polycarbonate | 0,5 – 0,7 % | Très stable dimensionnellement |
| PA6 | Nylon 6 | 0,8 – 2,0 % | Sensible à l’humidité + anisotropie |
| PA66 | Nylon 6-6 | 0,8 – 1,5 % | Légèrement plus stable que PA6 |
| POM | Polyacétal | 1,5 – 2,5 % | Très cristallin → retrait élevé mais constant |
| PET | Polyéthylène téréphtalate | 0,2 – 2,0 % | Très dépendant du taux de cristallinité |
| PMMA | Plexiglas | 0,2 – 0,8 % | Très faible retrait, bonne précision |
| TPU | Polyuréthane thermoplastique | 0,5 – 2,0 % | Très variable selon dureté |
Les amorphes (ABS, PC, PMMA, PS) ont un retrait plus faible et plus stable.
Le retrait dépend aussi fortement :
- De l’épaisseur des parois
- De la température du moule et de transformation de la matière
- De la pression de compactage
- De l’orientation des fibres en cas de matières chargées
La texture de la pièce doit être intégrée dans la phase d’étude de moule. Afin de prévoir la qualité de la finition (polissage des empreintes), ou un aspect avec grainage (par sablage ou érosion).
Le type de finition conditionnera le coût du moule.
Du simple polissage industriel au polissage miroir. Ou d’un simple sablage au grain Charmeille par électroérosion.
Un éventuel marquage en relief peut être intégré dans les empreintes, en considérant le sens du démoulage et la dépouille nécessaire au démoulage.
Il est possible d’intégrer en production (surmoulage) ou en reprise de pièce des éléments fonctionnels ou d’assemblage (inserts, vis…).
Ce point doit être intégré dès la conception du moule et dans la phase d’industrialisation : intervention d’un opérateur, liaisons par robot ou nécessité d’un outil périphérique.
CDF PLAST dispose de deux presses bi-injection, permettant d’agglomérer deux matières plastiques (injection séquentielle) ou de réaliser du surmoulage par plateau tournant.
Cette solution permet d’automatiser le processus, mais implique des coûts de moules plus élevés.
LES TYPES D’INJECTION PLASTIQUE
Principe de fonctionnement de l’injection plastique
Les canaux d’injection qui conduisent le polymère fondu vers les empreintes refroidissent en même temps que les pièces moulées, créant un surplus de matière (la carotte).
Cette carotte peut rester accrochée à la pièce ou être détachée automatiquement à l’éjection. Dans le premier cas, une intervention est nécessaire pour la séparer. Dans le second cas, elle doit être récupérée, souvent via un robot.
Chez CDF PLAST, les carottes sont recyclées soit en cours de production, soit pour la fabrication d’autres pièces n’ayant pas de contraintes d’aspect.
Il est néanmoins possible d’éviter la carotte en utilisant un moule à canaux chauds.
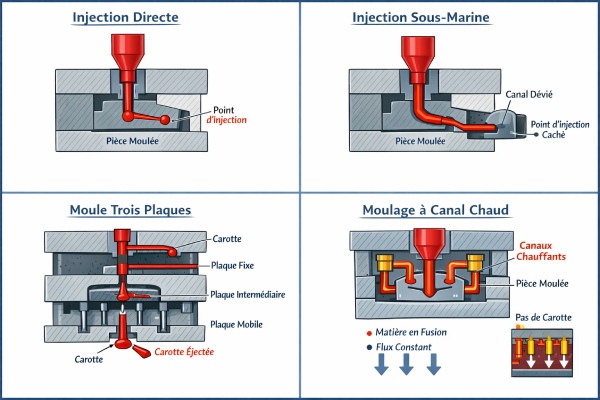
Types d’injection plastique
Injection plastique directe : le point d’injection est dans l’axe de la carotte qui alimente le moule en matière, avec un point d’injection visible.
Injection plastique sous-marine : le canal d’injection est dévié afin de déplacer le point d’injection sur une face non visible de la pièce.
Injection plastique par moule trois plaques : permet la rupture automatique de la carotte :
- Une plaque fixe alimentant la pièce en matière
- Une plaque intermédiaire accueillant la carotte
- Une plaque mobile contenant la moitié noyau et le système d’éjection
Moulage à canaux chauds :
Le moule intègre un système par résistances électriques maintenant les canaux d’alimentation à une température supérieure à celle des cavités.
La matière reste à l’état fondu et disponible pour le cycle suivant. Les cycles sont plus rapides, le remplissage est mieux contrôlé, et ce système permet de supprimer la carotte.
Les moules sont cependant plus coûteux et plus difficiles à entretenir, notamment lors des changements de matière sur la presse.
Notre expertise
CDF PLAST vous accompagne à toutes les étapes de votre projet de pièce injectée.
Nous intervenons dès la phase de conception et d’optimisation des pièces :
- Optimisation des épaisseurs et du poids des pièces
- Éco-conception
- Intégration d’assemblages, inserts ou composants additionnels
Prototypage par fabrication additive : impression 3D, usinage, stéréolithographie, frittage de poudre, coulée sous vide…
Conseil dans le choix des matières les plus adaptées à votre application.
Dimensionnement de l’outillage et optimisation des coûts selon votre cahier des charges : durée du projet, volume prévisionnel, finition de la pièce.
Livraison de préséries pour validation industrielle.
Production en petites et moyennes séries avec un conditionnement et une logistique adaptés.
Entretien et maintenance des outillages.
LES AVANTAGES DE L’INJECTION PLASTIQUE
- Réalisation en série de pièces techniques et d’aspect avec des formes complexes.
- Des pièces résistantes avec la bonne conception et un choix de matière adapté.
- Un coût de réalisation faible, dégressif en fonction de la série à produire.
Si le nombre de pièces à produire est trop faible, nous pouvons vous orienter vers une solution de prototypage ou de fabrication additives (Impression 3D, frittage de poudres, coulée sous vide, stéréolithographie…) ou usinage.
LE CHOIX D’UN MOULE D'INJECTION PLASTIQUE
La conception d’un moule d’injection est un élément fondamental pour la viabilité économique d’une pièce injectée.
Un moule doit être adapté au volume de pièces à injecter pendant la durée de vie du projet :
- Déterminer le nombre d’empreintes afin de réduire le coût de production ou d’utiliser une même carcasse pour réaliser plusieurs pièces différentes.
- Optimiser la capacité du moule et sa bonne adéquation avec le tonnage de presse nécessaire.
- Choisir le mode d’injection : directe avec carotte ou injection à bloc chaud, permettant de réaliser des pièces d’aspect tout en optimisant le temps du cycle d’injection.
- Choisir une injection mono ou bi-matière, avec ou sans surmoulage, ou avec reprise de pièce pour l’ajout d’un composant, par exemple.
- Déterminer la qualité des aciers afin d’évaluer la durée de vie théorique du moule.
- Déterminer la finition des empreintes afin de respecter l’aspect de la pièce (poli démoulage, poli glace ou grain Charmille).
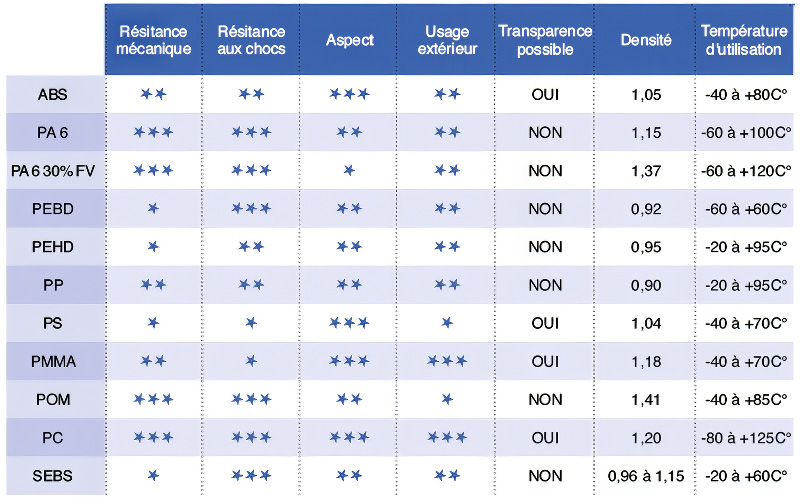
LES MATIÈRES PLASTIQUES À INJECTER
Les polyoléfines sont regroupées en deux grandes catégories :
-
Les thermoplastiques semi-cristallins :
Les PP (polypropylènes) et PE (polyéthylènes haute ou basse densité) sont couramment utilisés en injection. Ils offrent de bonnes propriétés mécaniques : résistance aux agents chimiques, écarts de température, bonne tenue mécanique (flexion, élongation). Coût faible et possibilité de pièces d’aspect. -
Les élastomères :
EPR ou EPDM : utilisés pour les pièces souples (joints, charnières).-
Les styréniques :
– PS (Polystyrène Choc) : très bonne résistance aux chocs et grande rigidité.
– ABS / ABS-PC : rigide, résistant aux chocs et rayures. Idéal pour les capots de protection.
– ASA : version UV-résistante de l’ABS.
– SAN : copolymère transparent, bonne résistance chimique et aux rayures. -
Les polyamides :
– Homopolymères : PA 6, PA 11, PA 12 — excellentes résistances mécaniques, thermiques et à l’usure.
– Copolymères : PA 6-6 — meilleure stabilité thermique. -
Les polycarbonates :
– Matières transparentes, très résistantes aux chocs, faible reprise d’humidité.
– Utilisés pour boîtiers de protection ou pièces rétroéclairées. -
Le POM (Polyoxyméthylène) :
– Excellente résistance au frottement.
– Utilisé pour engrenages. -
Le PMMA (Plexiglas) :
– Matériau très transparent.
– Utilisé pour pièces optiques.
-
Les styréniques :
Chacune de ces matières peut être proposée en version "compoundée", avec ajout de renforts ou d’agents spécifiques :
- Fibre de verre (courte ou longue)
- Talc (charge minérale)
- Agents antistatiques, ignifugeants ou anti-UV

LARGE GAMME DE MATIÈRES PLASTIQUES RECYCLÉES
De matières recyclées, soit issues de la régénération de nos propres rebuts préalablement broyés, ou d’un panel de fournisseurs locaux afin de réduire l’empreinte carbone liée aux transports.
De bioplastiques réalisés à base d’amidon végétal (PLA, PA 11).